Engineered for high-integrity operations, cryogenic processing, and critical high-pressure pipelines. Click for specific material datasheets and compliance certifications.







A comprehensive analysis of backflow prevention engineering, metallurgical quality controls, and API standard compliance.
In heavy-duty fluid control systems, the check valve acts as the primary safety barrier against structural damage caused by backflow. Swing check valves, dual plate check valves, and axial flow non-slam check valves must perform flawlessly under variable pressures. As high-integrity systems operate closer to design boundaries, pressure spikes and pressure waves (water hammer) represent severe threats to upstream pumps, instruments, and pressure vessels.
For global projects within the petrochemical, gas transit, and chemical processing sectors, sourcing from certified manufacturers in China who strictly follow API 594, API 6D, and ASME B16.34 standards is a strategic approach to lowering operational risks and equipment failure rates.
When purchasing check valves or customized trunnion-mounted Double Block and Bleed (DBB) ball valves, engineering teams look for verifiable proof of standard compliance. Materials must match application requirements. This covers ASTM A216 WCB, ASTM A352 LCC/LCB for low-temperatures, and forged structures like ASTM A105N or ASTM A182 F316 for high-pressure systems.
Modern Chinese manufacturers use computerized machining centers (CNC) and advanced test labs. This enables them to perform Non-Destructive Testing (NDT), such as Radiographic Testing (RT), Ultrasonic Testing (UT), and helium leak checks. This ensures complete reliability and zero-leakage performance under extreme field conditions.
Over the last twenty years, China's valve manufacturing industry has moved from producing low-cost cast iron components to engineering highly specialized, custom forged alloy valves. Direct partnerships with advanced steel mills, integrated smelting capabilities, and strict tracking of Material Test Reports (MTRs) have made Chinese manufacturers leading partners for international EPC contractors.
With over 30 years of expertise in forging high-performance ball valves, SLVCN provides reliable, project-ready solutions for critical industrial applications. Our valves are rigorously engineered, tested, and certified to meet the strictest international standards, ensuring zero-leakage and dependable performance in harsh operating environments. Trusted by projects across Europe, the Middle East, and worldwide, we deliver the precision and reliability that demanding industrial systems require.


Precision-engineered valves designed for maximum safety, minimal down-time, and zero fugitive emissions across sectors.
Valves ensure pipeline isolation and safe operation across upstream, midstream, and downstream systems, even under high-pressure conditions.
View Details →Valves maintain reliable sealing and stable operation in corrosive media and fluctuating temperatures.
View Details →Valves deliver proven low-temperature performance, tight sealing, and safe pressure management for cryogenic systems.
View Details →Valves control steam and process flows in high-pressure, high-temperature environments for critical units.
View Details →Valves provide reliable isolation and flow control in continuous, high-pressure industrial operations.
View Details →Valves offer excellent sealing integrity and safety design to prevent leakage under high-pressure conditions.
View Details →Analyzing key technologies: structural integrity, low emission compliance, and specialized testing for harsh process parameters.
Standard swing check valves can be prone to slamming shut during sudden flow reversals. This dynamic impact can cause structural fatigue, joint wear, and seat damage. To address this risk in high-capacity pipelines, modern engineering uses axial flow check valves (also called non-slam check valves).
These valves utilize a spring-loaded disc design. As flow velocity decreases, the spring starts closing the disc before the flow reverses. This design significantly reduces structural wear and system downtime, ensuring long-term reliability.
For check valves and ball valves used in volatile organic compound (VOC) service, preventing external leakage is crucial. Standard quality protocols require valves to meet ISO 15848-1 Class A or Class B certifications, ensuring minimal fugitive emissions.
Additionally, critical valves are built with fire-safe sealing, verified by API 607 or API 6FA fire tests. Even if soft seals melt in a fire, secondary metal-to-metal seating maintains tight closure to prevent fluid escalation.
In corrosive or sour gas services (H2S), valves must comply with NACE MR0175/ISO 15156 standards. Our factories verify material chemistry using Positive Material Identification (PMI) and provide EN 10204 3.1 certification. This ensures your components match design requirements and are fully traceable.
Rigorous quality controls, advanced testing, and engineering support for global projects.
Our valves are engineered specifically for high-risk, high-pressure, high-temperature, and cryogenic applications - where failure is not an option.
Over 30 years supporting industrial projects worldwide, we understand real operating conditions, international approval processes, and on-site challenges.
Every valve is manufactured under controlled procedures aligned with international standards, ensuring minimal leakage, downtime, and operational risk.
Our valves are supplied to demanding markets across Europe, the Middle East, and global industrial sectors where quality, safety, and compliance are non-negotiable.
Every phase of our production cycle undergoes rigorous validation to guarantee field reliability.




Real field installations confirming the performance and long-term durability of our designs.



Common questions from design engineers and procurement officers regarding manufacturing standards, material choices, and custom valves.
Technical updates, shipment news, and articles on industrial valve engineering.

 2025-12-12
2025-12-12
SLVCN is proud to announce the successful shipment of multiple 6" Class 300 RF forged trunnion-mounted ball valves engineered for gas processing pipelines.
Read Full Report →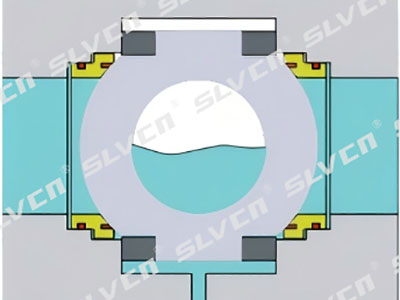 2025-12-11
2025-12-11
In high-stakes industries where safety and reliability are paramount - such as oil and gas, chemical processing, power generation, double block and bleed valves offer dual isolation.
Read Full Report → 2025-12-11
2025-12-11
With over 30 years of experience, SLVCN designs and manufactures high-performance industrial valves for demanding international pipeline networks.
Read Full Report →Complete project-ready options with top-entry maintenance design, metal seats, and fully welded bodies.





