Discover our primary selection of high-integrity valves built for demanding industrial applications worldwide.








In modern industrial processes, the requirements for flow control infrastructure have reached unprecedented levels of complexity. As global economies strive for increased operating efficiency, decarbonization, and enhanced security protocols, the choice of isolation systems ceases to be a simple procurement decision. It has transformed into a core risk management issue. Standard structural valves often introduce space, weight, and sealing limitations, leading to the rise of Compact Ball Valves as the primary standard for hazardous applications.
Historically, the valve manufacturing sector was concentrated within Europe and North America. However, over the past three decades, the industrial map has shifted. China has progressed from low-cost casting replication to high-precision engineering, becoming a hub for advanced valve technology. Factories today combine high-tonnage multi-directional forging lines, sub-micron CNC machining centers, and sophisticated in-house testing labs. This integration allows them to deliver valves compliant with API, ASME, ISO, and DIN standards at a competitive scale. This shift is critical as operations in LNG distribution, offshore oil extraction, chemical storage, and pipeline networks demand absolute zero-leakage, fire-safe compliance, and minimized physical space footprints.
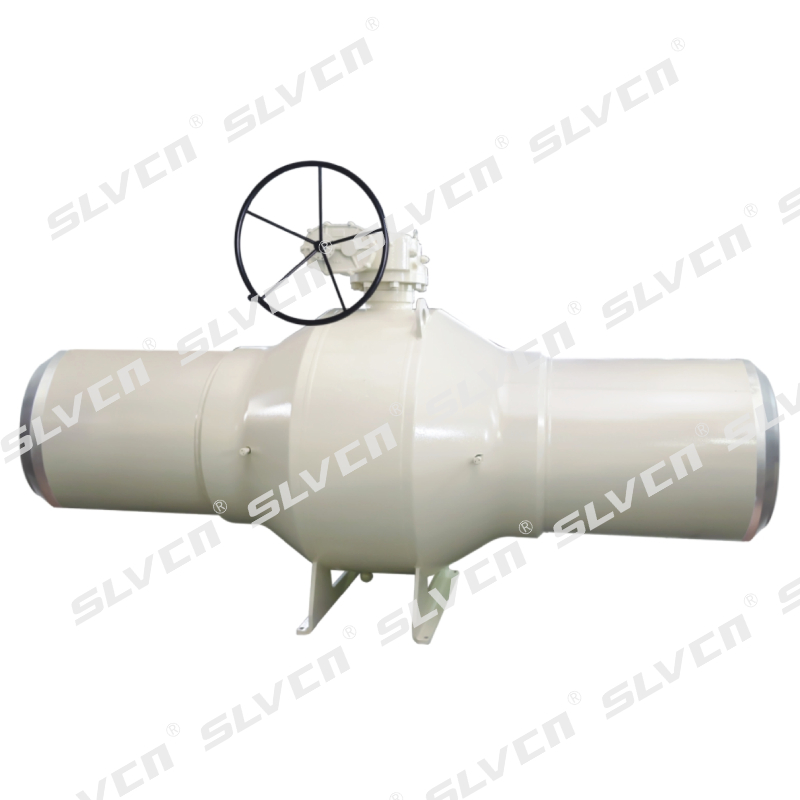
Compact designs reduce face-to-face dimensions and body mass, minimizing structural load on pipelines and enabling installation in tight modular skids.
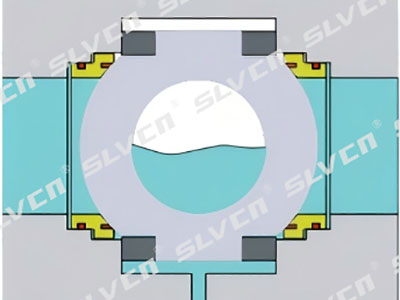
Double Block and Bleed (DBB) mechanisms provide twin barriers and cavity venting, preventing cross-contamination and downstream leaks in critical pipelines.
China's integrated supply chains and raw material access significantly reduce upfront capital expenditure (CAPEX) without compromising quality and regulatory compliance.
Compact ball valves are designed to address critical isolation needs across challenging industrial fields:
Customizable High-Performance Valves, Trusted by Projects Around the World
Valves engineered for extreme industrial services must conform to strict physical and dimensional standards. A compact ball valve's reliability is determined by structural integrity, materials selection, and precision tolerancing.
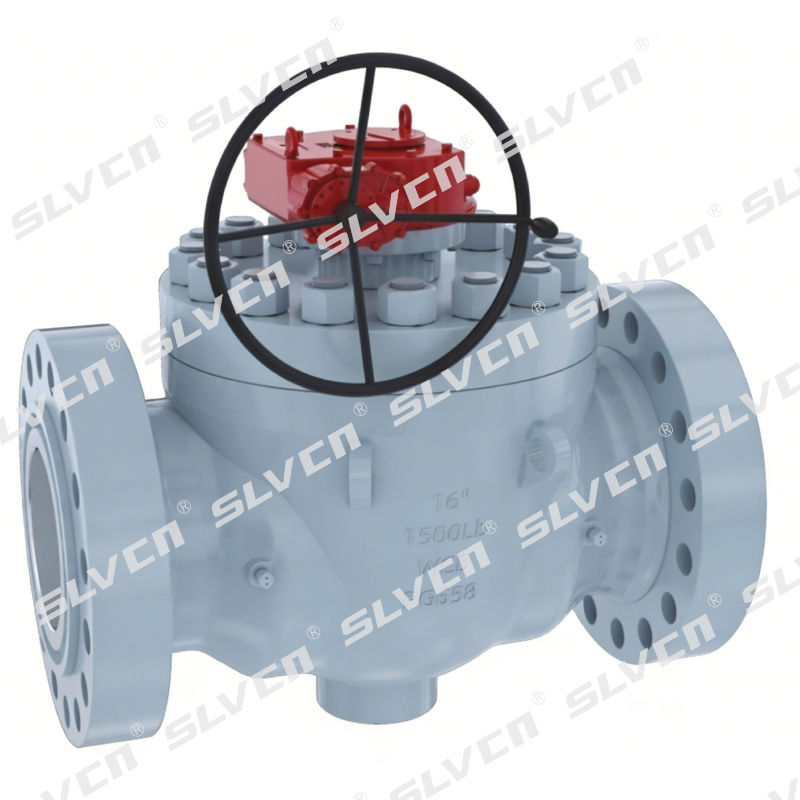
Compact valves are typically forged rather than cast. Forging alters the metal's grain structure to align with the valve's geometry, enhancing resistance to fatigue, thermal cycles, and high pressures. Forged bodies minimize internal defects (such as porosity or inclusions) that can cause catastrophic failures under stress.
Common materials include carbon steels like ASTM A105N for general services, low-temperature carbon steels like ASTM A350 LF2 for arctic operations, and austenitic stainless steels (such as ASTM A182 F316/F316L) for chemical resistance. For highly corrosive environments, duplex, super duplex (F51, F53, F55), or nickel-chromium alloys (such as Inconel 625 or Monel 400) are utilized.
| Feature | Soft-Seated Design | Metal-Seated Design |
|---|---|---|
| Common Materials | PTFE, RTFE, Devlon V, PEEK, Kel-F (PCTFE) | A182 F316/F51 base with HVOF Tungsten/Chromium Carbide coating |
| Temperature Limits | -196°C to +250°C (depending on polymer choice) | -196°C to +550°C (and higher in specialized configurations) |
| Abrasive Media Handling | Not recommended; particulate causes scoring and leaks | Excellent; resistant to sand, slurry, catalyst fines, and scale |
| Friction & Operating Torque | Lower friction, lower required actuator torque | Higher friction, requires larger and robust actuation units |
| Tightness Class | API 598 Rate A (Zero Bubble Tightness) | ANSI/FCI 70-2 Class V or Class VI (Zero Leakage target) |
In petrochemical and refining plants, valves must maintain sealing integrity during and after a fire. Fire-safe valves are certified to API 607 or API 6FA. If the soft seat degrades due to heat, the ball shifts slightly under pressure to make contact with a secondary metal seat lip, preventing line fluid from feeding the fire. Additionally, an anti-static spring-and-plunger assembly ensures electrical continuity between the ball, stem, and body, dissipating static charge build-up and reducing spark risk in explosive atmospheres.
Engineered for Reliability Across Critical Applications.
Valves ensure pipeline isolation and safe operation across upstream, midstream, and downstream systems, even under high-pressure conditions.
VIEW MORE →Valves maintain reliable sealing and stable operation in corrosive media and fluctuating temperatures.
VIEW MORE →Valves deliver proven low-temperature performance, tight sealing, and safe pressure management for cryogenic systems.
VIEW MORE →Valves control steam and process flows in high-pressure, high-temperature environments for critical units.
VIEW MORE →Valves provide reliable isolation and flow control in continuous, high-pressure industrial operations.
VIEW MORE →Valves offer excellent sealing integrity and safety design to prevent leakage under high-pressure conditions.
VIEW MORE →With over 30 years of expertise in forging high-performance ball valves, SLVCN provides reliable, project-ready solutions for critical industrial applications. Our valves are rigorously engineered, tested, and certified to meet the strictest international standards, ensuring zero-leakage and dependable performance in harsh operating environments. Trusted by projects across Europe, the Middle East, and worldwide, we deliver the precision and reliability that demanding industrial systems require.


Ensuring our valve deliveries adhere strictly to international testing criteria and are backstopped by robust regional guarantees.
We apply quality and testing procedures in accordance with applicable international standards, based on valve type and service conditions.
Every valve is manufactured and tested under international standards to ensure safety, sealing integrity, and long-term reliability.




Our valves are routinely deployed in severe conditions where performance limits are tested daily. The following cases represent typical field conditions solved by SLVCN compact designs:
By employing our compact DBB valves instead of traditional dual-valve isolation systems with spool pieces, the client saved 65% in structural space and reduced assembly weight by 4.2 metric tons per skid unit.
Supplied compact cryogenic ball valves for LNG bunkering application. The valves maintained seal tightness class to BS 6364 across over 20,000 thermal cycles down to -162°C.
Keep abreast of the latest technical trends, product shipments, and design optimization features.
 2025-12-12
2025-12-12
SLVCN is proud to announce the successful shipment of multiple 6" Class 300 RF forged trunnion-mounted ball valves...
2025-12-11
In high-stakes industries where safety and reliability are paramount - such as oil and gas, chemical processing, power...
2025-12-11
With over 30 years of experience, SLVCN designs and manufactures high-performance industrial valves for demanding applications...
The transition toward cleaner energies poses new challenges for fluid dynamics. Hydrogen (H2) and Carbon Capture, Utilization, and Storage (CCUS) systems introduce distinct operating parameters:
Technical clarifications on designing, selecting, and maintaining compact ball valves in industrial networks.
Discover additional compact products in our range, designed for high pressure, high temperatures, and underground services.