Explore our precision-engineered selection of gate, ball, and block & bleed valves tailored for high-stakes environments.







Industrial gate valves serve as the structural backbone of flow isolation across modern infrastructure networks. Historically, conventional gate valves relied on basic wedge clearances that were highly susceptible to wear and fluid dynamics pressure drops. However, in the wake of stricter environmental mandates and advanced system automations, the modern gate valve has undergone major engineering enhancements.
Today's gate valves feature precise, Finite Element Analysis (FEA)-optimized flexible wedges, advanced slide designs, and robust parallel slide mechanics that perform reliably under extreme temperatures and pressures. Additionally, integration with smart diagnostic technologies permits live pressure monitoring, stem displacement tracking, and Predictive Maintenance (PdM) alerts.

For international supply chain managers and process engineers, procurement is no longer a simple transactional bidding process based on price alone. Modern criteria focus extensively on Lifecycle Total Cost of Ownership (TCO) and certified risk mitigation. Gate valves deployed in critical locations—such as offshore platforms, downstream refineries, and high-pressure steam distribution grids—must carry verified compliance certifications.
Regulatory baselines include standards like ASME B16.34 for pressure-temperature ratings, API 6D for pipeline configurations, and safety ratings like SIL 3 (Safety Integrity Level) for automated emergency shutdowns. Sourcing professionals must carefully evaluate casting qualities and NDT (Non-Destructive Testing) capabilities, ensuring materials perform reliably without catastrophic wall failures under stress.
Furthermore, standardizing dimensions and modular component structures streamlines spare parts management, reducing unexpected shut-down costs and project delays.

Combining advanced industrial automation with strict international quality controls to secure global energy infrastructure.
Leveraging multi-axis CNC machines and automated robotic welding to maintain tight tolerances, ensuring high mechanical repeatability and wedge alignment.
Utilizing high-end inspection facilities for Positive Material Identification (PMI), ultrasonic testing (UT), radiographic inspection (RT), and cryogenic testing down to -196°C.
Direct domestic sourcing of raw casting and forging materials reduces lead times and insulates international buyers from volatile global supply chain constraints.
With over 30 years of expertise in forging high-performance valves, SLVCN provides reliable, project-ready solutions for critical industrial applications. Our valves are rigorously engineered, tested, and certified to meet the strictest international standards, ensuring zero-leakage and dependable performance in harsh operating environments. Trusted by projects across Europe, the Middle East, and worldwide, we deliver the precision and reliability that demanding industrial systems require.

Customizable High-Performance Valves, Trusted by Projects Around the World.



Valves must match the specific operational constraints of local regulatory environments, medium chemistries, and environmental parameters.
Slab gate valves built with high-grade tungsten carbide cladding resist sand erosion and high concentrations of H2S and CO2 in severe sour gas environments.
Through-conduit gate valves ensure clean pigging runs, low pressure drops, and dependable bubble-tight isolation during long-distance pipeline runs.
Specifically engineered wedge gate valves utilizing Hastelloy and Duplex stainless steel body castings withstand corrosive acids and volatile organic compounds.
Engineered for Reliability Across Critical Applications.
Valves ensure pipeline isolation and safe operation across upstream, midstream, and downstream systems, even under high-pressure conditions.
VIEW MOREValves maintain reliable sealing and stable operation in corrosive media and fluctuating temperatures.
VIEW MOREValves deliver proven low-temperature performance, tight sealing, and safe pressure management for cryogenic systems.
VIEW MOREValves control steam and process flows in high-pressure, high-temperature environments for critical units.
VIEW MOREValves provide reliable isolation and flow control in continuous, high-pressure industrial operations.
VIEW MOREValves offer excellent sealing integrity and safety design to prevent leakage under high-pressure conditions.
VIEW MOREQuality and testing procedures are applied in accordance with applicable international standards, based on valve type and service conditions.
Our valves are engineered specifically for high-risk, high-pressure, high-temperature, and cryogenic applications - where failure is not an option.
Over 30 years supporting industrial projects worldwide, we understand real operating conditions, international approval processes, and on-site challenges.
Every valve is manufactured under controlled procedures aligned with international standards, ensuring minimal leakage, downtime, and operational risk.
Our valves are supplied to demanding markets across Europe, the Middle East, and global industrial sectors where quality, safety, and compliance are non-negotiable.
Every valve is manufactured and tested under international standards to ensure safety, sealing integrity, and long-term reliability.




Real Field Applications. Verified Reliability.



Stay up to date with product launches, material sciences developments, and heavy industry valve applications.

 2025-12-12
2025-12-12
Successful delivery of precision-built forged valves designed to tolerate aggressive gas mixtures while ensuring compliance with local pipeline safety standards.
READ MORE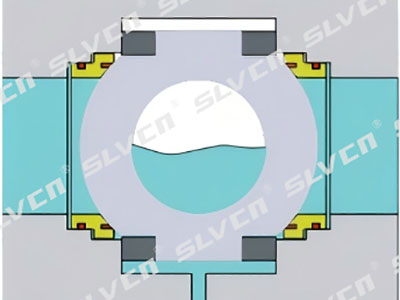 2025-12-11
2025-12-11
Exploring the mechanics of Double Block and Bleed configurations in heavy-duty isolation systems, preventing cross-contamination and simplifying pressure safety releases.
READ MORE 2025-12-11
2025-12-11
Our commitment to rigorous physical and non-destructive testing processes keeps your pipeline infrastructure safe from unexpected pressure failures.
READ MORETechnical guidance and sourcing support from our application engineers.
Rising stem gate valves feature threads outside the valve body, allowing visual confirmation of the open/closed position, making them ideal for high-pressure, critical utility lines. Non-Rising Stem (NRS) valves keep threads inside the fluid pathway, reducing height requirements, which is ideal for underground pipelines, maritime hulls, and spatial limitations.
Applying cobalt-based Stellite alloys (commonly Stellite 6) to the wedge and seats provides extreme hardness, corrosion resistance, and protection against galling at high operating temperatures. This process reduces frictional wear under high seat-load pressures.
For cryogenic applications down to -196°C (like LNG processing), gate valves require extended bonnets to isolate the packing from low-temperature fluids. Design compliance with BS 6364 is necessary to prevent seal shrinkage and ensure safe cavity pressure relief.
A through-conduit slab gate valve utilizes a flat gate with a circular port. When open, the port aligns with the run, protecting sealing areas from debris and ensuring a smooth path for pipeline pigging.
Explore our heavy-duty industrial valves engineered for high-pressure, severe temperature, and long-life reliability.






