Engineered for high-pressure, zero-leakage isolation across midstream pipelines and processing facilities in Equatorial Guinea.



Equatorial Guinea stands as one of Sub-Saharan Africa's key hydrocarbon hubs. With significant oil reserves in the Zafiro and Ceiba fields, and massive natural gas infrastructure centered around the Bioko Island Gas Megahub (GMH) and the Punta Europa LNG processing facility, the country requires top-tier flow control assets. Managing high-pressure associated gas, condensate recovery, and LNG liquefaction processes demands absolute structural integrity.
In midstream and offshore environments, traditional flanged ball valves pose a continuous risk of fugitive emissions due to seal degradation caused by high salinity, temperature fluctuations, and structural vibration. Fully welded ball valves eliminate the body flanged joint pathway entirely, integrating the casing into a singular, forged steel pressure vessel. This structural optimization ensures compliance with international environmental standards while maintaining zero-leakage performance under extreme submarine hydrostatic pressures.
Globally, energy operators are pivoting toward decarbonization, strict emissions monitoring, and hydrogen blending. This transition has shifted the standard technical specifications for high-pressure isolation valves. Fully welded configurations have become mandatory for long-distance cross-country gas pipelines and subsea gas gathering networks worldwide.
By removing mechanical body joints, these valves significantly reduce the overall weight of pipeline installations, which is critical for offshore platform topsides and subsea manifolds. The global valve manufacturing sector must meet stringent international criteria, including API Specification 6D, API 607 (fire test), and ISO 15848-1 (fugitive emissions). This ensures that heavy-duty valves installed in remote environments can operate reliably for a design life exceeding 30 years without body seal maintenance.
Engineered for Maximum Reliability across Crucial Energy and Processing Sectors.
Ensuring absolute pipeline isolation and secure control loops across upstream, midstream, and downstream infrastructure under heavy cycling and high pressure.
Resisting chemical corrosion and extreme temperatures in processing loops using high-grade forged alloys and custom elastomer configurations.
Certified low-temperature sealing solutions down to -196°C, providing bubble-tight shutoff for liquefied natural gas carriers and regasification plants.
Delivering critical flow isolation within combined-cycle power facilities, thermal units, and high-pressure steam distribution systems.
Customized high-volume control and isolation valves engineered to resist scale buildup, cavity erosion, and chloride corrosion in marine environments.
Zero-emission sealing technology built to isolate clean gas mixtures, reducing risk in high-pressure hydrogen transport lines.
Modern industrial valve manufacturing has evolved beyond traditional casting. Chinese advanced engineering facilities now utilize robotic narrow-gap submerged arc welding (SAW) stations and computerized numerical control (CNC) machining centers to produce highly uniform valve bodies. The welding process for fully welded ball valves is controlled via automated parameters, ensuring consistent weld penetration, preventing heat-affected zone (HAZ) cracking, and ensuring structural integrity.
Our testing processes feature full Non-Destructive Testing (NDT), including Ultrasonic Testing (UT), Radiographic Testing (RT), and Magnetic Particle Testing (MT) on all pressure-retaining welds. By combining automated production lines with strict material control, Chinese manufacturers deliver high-performance, cost-effective API 6D valves that meet the design standards of demanding offshore installations.

With over 30 years of experience in forging high-performance ball valves, SLVCN provides reliable, project-ready solutions for critical industrial applications. Our valves are rigorously engineered, tested, and certified to meet the strictest international standards, ensuring zero-leakage and dependable performance in harsh operating environments. Trusted by projects across Europe, the Middle East, and worldwide, we deliver the precision and reliability that demanding industrial systems require.
Request Company ProfileQuality and testing procedures are applied in accordance with applicable international standards, based on valve type and service conditions.
Our valves are engineered specifically for high-risk, high-pressure, high-temperature, and cryogenic applications - where failure is not an option.
Over 30 years supporting industrial projects worldwide, we understand real operating conditions, international approval processes, and on-site challenges.
Every valve is manufactured under controlled procedures aligned with international standards, ensuring minimal leakage, downtime, and operational risk.
Our valves are supplied to demanding markets across Europe, the Middle East, and global industrial sectors where quality, safety, and compliance are non-negotiable.
Every valve undergoes strict inspection and testing before shipment to guarantee pipeline reliability.

Full traceability with EN 10204 3.1 certification on all forged forgings.

CNC machining of balls and seats ensures perfect concentricity and seating contact.

Assembled in dust-free areas to protect critical seal configurations.

All valves undergo strict hydrostatic shell and high-pressure gas tests.
Real Field Applications. Verified Reliability across equatorial subsea networks and refinery complexes.

Supplied high-pressure Class 900 fully welded trunnion ball valves with pipe extensions for underground gas gathering manifolds. Controlled installation in saline environments with long-term zero-leakage performance.
View Project Details
Developed cryogenic fully welded DBB isolation valves designed for temperatures down to -196°C. Secured cryogenic liquid streams and isolated processing sections during system maintenance.
View Project Details
Provided emergency shutdown (ESD) actuated fully welded ball valves for cargo loading terminals, managing continuous flow loops with minimal pressure drop.
View Project DetailsExpert Engineering Solutions for Flow Control Optimization and Pipeline Specifications.
A fully welded ball valve eliminates the body flanged joint pathway entirely, integrating the casing into a singular, forged steel pressure vessel. This removes potential leak paths through gaskets and body bolts, which can fail under seismic stress or thermocycling. Additionally, fully welded models are significantly lighter and easier to insulate, making them ideal for subsea burial or space-constrained offshore structures.
The Double Block and Bleed configuration features two sealing seats (one upstream, one downstream) and a cavity bleed valve. This allows operators to isolate upstream and downstream pressure sources, and drain the body cavity to verify seat integrity. DBB valves are critical for safe system maintenance, preventing cross-contamination in gas handling networks and offshore production lines.
We use robotic narrow-gap SAW welding systems where key parameters, including voltage, current, and travel speed, are monitored. Each completed weld undergoes a full suite of non-destructive testing (NDT), including 100% Radiographic Testing (RT) and Ultrasonic Testing (UT) to verify complete joint penetration and ensure the absence of structural defects.
For buried installations, we supply fully welded ball valves with custom extended stems. The length of the stem extension is configured to match the bury depth, ensuring that gear boxes and actuators remain accessible. We also provide stem grease, sealant, and drain injection lines, along with protective coatings like fusion bonded epoxy (FBE) to resist soil corrosion.
Explore our complete range of specialized valves, configured for demanding operating conditions.






Keep up to date with the latest advancements in valve design, subsea welding engineering, and industrial isolation standards.

 2025-12-12
2025-12-12
SLVCN is proud to announce the successful shipment of multiple 6" Class 300 RF forged trunnion-mounted ball valves...
Read More →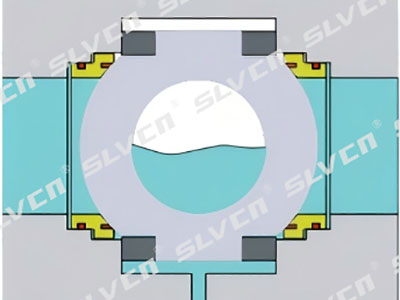 2025-12-11
2025-12-11
In high-stakes industries where safety and reliability are paramount - such as oil and gas, chemical processing, po...
Read More → 2025-12-11
2025-12-11
With over 30 years of experience, SLVCN designs and manufactures high-performance industrial valves for demanding a...
Read More →

