Engineered for maximum reliability and zero leakage under extreme pressure in Timor-Leste’s regional networks.



As Timor-Leste (East Timor) undergoes significant economic transition, the nation’s infrastructure developments are increasingly centered around resource monetization, particularly through the development of the Tasi Mane Project and offshore natural gas fields like Greater Sunrise and Bayu-Undan. Implementing high-pressure midstream and upstream networks demands valve solutions designed for harsh marine exposures, high mechanical stresses, and long-term subsea or buried service.
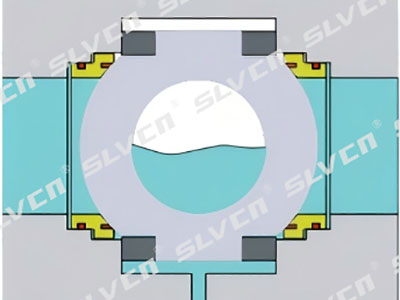
Fully welded ball valves solve critical pipeline isolation vulnerabilities by eliminating bolted body joints, which are prone to stress corrosion, flange deformation, and thermal cycling leakage. By wrapping the valve assembly in a single forged steel body, operators in Timor-Leste achieve maintenance-free containment of critical hydrocarbons, optimizing uptime and protecting the local environmental ecosystems surrounding the Timor Sea.
Whether for the Tibar Bay Port expansion, localized power stations, or subsea pipeline landfall systems, these robust valves are the premier choice for regional procurement managers seeking certified reliability and international design compliance.

Why engineered fully welded ball valves outclass conventional split-body cast steel valves in severe service installations.
1. Hermetic Elimination of Leak Paths: Traditional three-piece bolted ball valves rely on elastomeric or graphite gaskets compressed between body segments. Over years of thermal fluctuation and pressure cycles, these bolted lines degrade. A fully welded configuration fuses the structural body together, guaranteeing zero external fugitive emissions as defined by ISO 15848-1 Class A specifications.
2. Forged Steel Integrity: Castings are prone to micro-porosity and internal sand inclusions which degrade under severe cyclic fatigue. Our valves utilize high-grade forged carbon and stainless steels (A105N, LF2, F316, and Duplex steels) that are forged and heat-treated to ensure maximum grain refinement and structural tenacity.
3. DBB (Double Block & Bleed) Design: The integration of two independent sealing seats with a bleed valve in the middle cavity allows operators to safely isolate downstream lines, vent the body cavity, and verify seal integrity without shutting down the entire distribution system.
| Parameters | Cast Split-Body Valves | SLVCN Forged Fully Welded |
|---|---|---|
| Body Joint Leakage | Potential risk over time | Permanently eliminated (Welded) |
| Structural Strength | Variable due to casting pores | Uniform high-strength forged structure |
| Underground Suitability | Requires chamber maintenance | Direct burial ready, maintenance-free |
| Emissions Rating | Typically ISO 15848-1 Class B | Exceeds ISO 15848-1 Class A standards |
Years of Experience
Countries Exported
Clients Served
Factory Area
Engineered for Reliability Across Critical Infrastructure Applications.
Valves ensure pipeline isolation and safe operation across upstream, midstream, and downstream systems, even under high-pressure conditions like the Timor Sea transit lines.
Valves maintain reliable sealing and stable operation in corrosive media and fluctuating temperatures typical in downstream petrochemical refineries.
Designed to support East Timor's LNG export vision with low-temperature metallurgy (down to -196°C) for clean, safe handling of liquefied gas.
Valves control steam and cooling water loops in high-pressure, high-temperature thermal power facilities providing power to cities like Dili and Baucau.
Valves provide reliable isolation and corrosion-resistant flow control in coastal saline water processing plants and industrial desalination facilities.
Valves offer tight mechanical tolerances and advanced polymer seats to manage extremely small molecule media under high-pressure configurations.
Customizable High-Performance Valves, Trusted by Projects Around the World.

Popular valves engineered for extreme service conditions, featuring robust body geometries and high-integrity stem seals.

Engineered for Class 900–2500 services, ensuring absolute zero-leakage isolation under high temperature and pressure.

Reliable sealing down to -196℃ with extended bonnets to keep actuation systems warm and prevent freeze-up.
Quality and testing procedures are applied in accordance with applicable international standards, based on valve type and service conditions.
Our valves are engineered specifically for high-risk, high-pressure, high-temperature, and cryogenic applications - where operational failure is not an option.
Over 30 years supporting heavy industrial projects worldwide, we understand real operating conditions, international approvals, and on-site deployment challenges.
Every valve undergoes automated and manual testing sequences aligned with API 598 and API 6D standards, minimizing risk and ensuring on-schedule delivery.
Every valve is manufactured and tested under international standards to ensure safety, sealing integrity, and long-term reliability.

Direct spectrometry, PMI, and NDT tests verify exact alloy composition.

CNC-driven surface grinding achieves low roughness and flawless seal fits.

Cleanroom components and torque-controlled fastening prevent alignment leaks.

Hydrostatic and pneumatic pressure tests executed before shipping to Dili.
Real Field Applications. Verified Reliability in Timor-Leste and Surrounding Oceans.

Supplied high-pressure Class 1500 fully welded ball valves to safeguard wet-gas transmission subsea manifolds. Successfully operated without leakage or service interventions for over 6 years.

Installation of Class 300 emergency shutdown (ESD) fully welded block valves. Secured the storage terminal from cross-contamination and provided fast emergency shutoff loop verification.

Provided low-temperature cryogenic-adapted DBB trunnion valves for LNG separation processing systems, achieving zero-bubble seal performance down to deep cooling temperatures.
Keeping procurement and engineering teams informed with deep technical guides.

SLVCN is proud to announce the successful shipment of multiple 6" Class 300 RF forged trunnion-mounted ball valves optimized for high-sulfur gas processing operations.
In high-stakes industries where safety and reliability are paramount—such as oil and gas, chemical processing, and marine loading—DBB valves provide a secondary isolation line to confirm total seal integrity.

With over 30 years of experience, SLVCN designs and manufactures high-performance industrial valves for demanding environments, incorporating the latest design innovations.
Essential guidance on fully welded ball valves for procurement managers in Timor-Leste.
Complete product range supporting high-pressure infrastructure, extreme low temperatures, and critical DBB configurations.







Connect with our expert application engineers to draft custom technical designs, valve specifications, and receive a prompt, highly competitive commercial offer.

